
喷涂机器人喷粉工艺顺序流程
2022-04-06(7397)次浏览
喷涂机器人是可进行自动喷漆或喷涂其他涂料的工业机器人。喷涂机器人多采用5或6自由度关节式结构,手臂有较大的运动空间,并可做复杂的轨迹运动,其腕部一般有2~3个自由度,可灵活运动。较先进的喷漆机器人腕部采用柔性手腕,既可向各个方向弯曲,又可转动,其动作类似人的手腕,能方便地通过较小的孔伸入工件内部,喷涂其内表面。喷漆机器人一般采用液压驱动,具有动作速度快、防爆性能好等特点。下面松乐机器人给大家讲一下喷涂机器人喷粉的工艺顺序流程。
电子产品外壳用喷涂机器人喷粉工作视频
喷涂机器人喷粉工艺顺序流程
经过磷化后的工件---上夹具---挂入传动链上的一级挂具中---进喷粉室机器人自动喷粉---人工补喷(视情况而定)进入烘道烘干---出烘道自然冷却---下件。
1.上夹具,经过磷化后(磷化后的工件在转运,去焊渣和上挂具进行喷涂时不得用手和脏手套接触必须用干净的布和纱手套戴好双手后进行工作)的工件有需要保护的配合面装上夹具,装上夹具后夹具与配合面不能有大于2毫米的缝隙。
2.装挂:把装好夹具的工件挂挂入传动链上的一级挂具中。
3.喷粉:挂具和另件在喷粉室内必须360゜旋转,自动喷枪根据另件的大小把上下的距离调整好。粉末要求色泽均匀,无机械杂质,手感滑爽,熔点为80---90℃,挥发份≤0.5%胶化时间100—300S/180--200℃,流平性好,体积电阻为1010--1014欧.厘米粒度为80—200目。喷粉时粉末不得向外扩散,不得向操作人员反喷。在工件与喷枪相对位置发生变化时高压静电发生器能自动调节喷涂电压,以保证喷涂电流不变。喷枪根据工件形状,大小不同的需要可调节供粉量(手提式为50—250g/min,自动线为50-350g/min之间)。为保证涂层厚度均匀,供粉系统粉量要求均匀稳定(不均匀度≤10-20%)。输入压缩空气压力为0.4-0.5MPa,喷枪上压缩空气压力调整为0.25-0.4MPa之间,同时要保证粉末和压缩空气洁净,不夹代油和水,采用旋风式与脉冲袋式组合回收,保证粉末回收率在95%以上。通过空气过滤器回收后的粉末粒度太细,作废物处理。工件在自动喷粉后,若有少许地方没有粉末,必须用人工补喷,使整个工件表面都均匀地粘上一层粉末。
4.经过粉末喷涂后的工件,如发现问题而需要重喷的话,在工件进入烘道之前用压缩空气把原来的粉末吹掉,然后即可重新进行喷涂。
5.烘干,采用远红外线加热固化,烘道内误差必须要控制在土3%以内,环氧聚脂改性粉末固化温度为180-200℃,时间为15-25分钟。
6.由于零件从烘道出来的温度高达200℃左右,故工件出烘道后必须运转20-40米后,才能带手套下件。
7.工件经烘道烘干后,若少许地方没有漆膜,可用毛笔沾少许同颜色的硝基漆补上。也可用二甲苯和粉末调成湖状用毛笔涂上后用电吹风吹干。
喷涂机器人既可以叫做喷漆机器人也可以叫做喷粉机器人,这两种产品都是用的同一种设备进行喷涂作业。上面主要是讲的喷涂机器人喷粉的工艺流程,也可以叫做喷粉机器人喷粉工艺流程。
最新资讯
-

新能源储能逆变器智能生产线主要结构组成
新能源储能逆变器智能生产线的主要结构组成通常涵盖以下几个方面...
-

松乐智能装备:助力新能源逆变器市场再创佳绩
松乐智能装备(广东)有限公司,这家成立于2015年的国家级高新技...
-

储能逆变器智能生产线的技术特点
储能逆变器智能生产线的技术特点主要体现在以下几个方面:
-
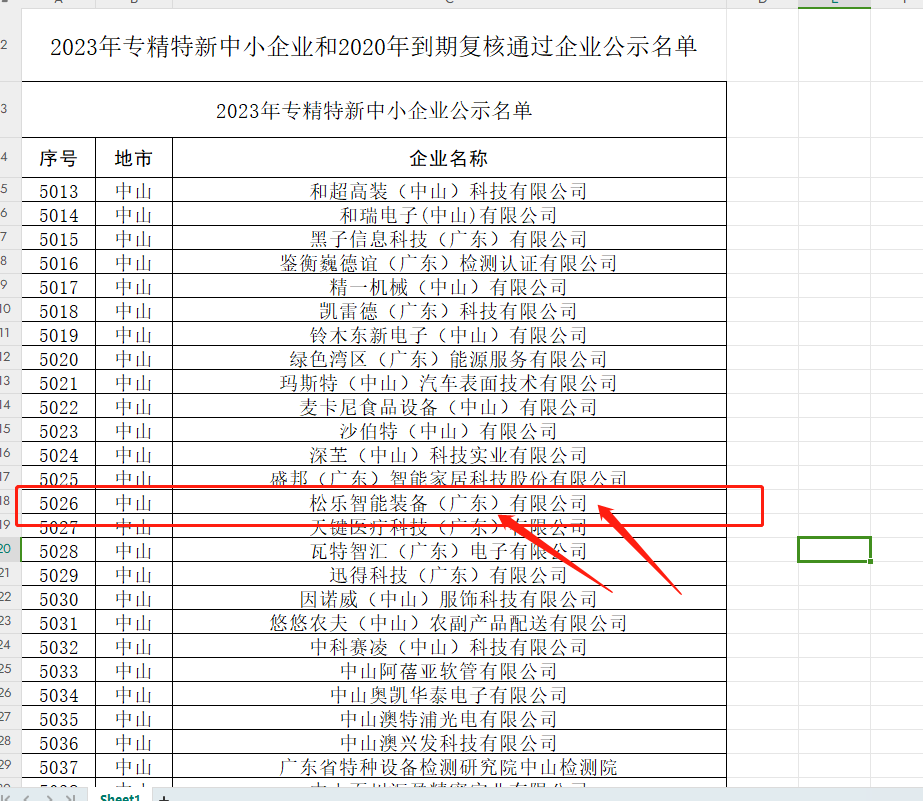
热烈祝贺松乐智能装备公司荣获广东省专精特新企业认定
近日,广东省工业和信息化厅公示了2023年专精特新中小企业和2020...
4000-599-111
服务热线:4000-599-111
联系电话:13682445197
公司传真: 0760-85286527
公司邮箱:hubao@sz-gsd.com
公司地址:翠亨新区香山大道34号西湾国家重大仪器科学园2号501




 4000-599-111
4000-599-111